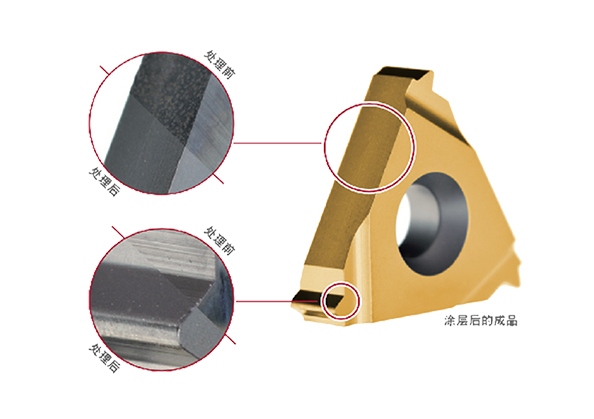
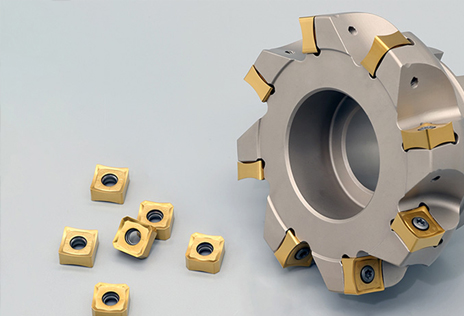
刀片(具)刃口鈍化技術(shù)是提高刀具壽命減少刀具消耗的有效措施之一,其經(jīng)濟(jì)性和技術(shù)提升至關(guān)重要,進(jìn)一步推動(dòng)了我國(guó)切削加工水平的提高,縮小了與國(guó)外刀具切削性能的差距。CVD涂層刀片(具)在涂層前要求對(duì)刀具刃口進(jìn)行鈍化處理,從國(guó)外引進(jìn)的數(shù)控機(jī)床和生產(chǎn)線所用刀具,其刃口已全部經(jīng)過(guò)鈍化處理。經(jīng)實(shí)踐研究表明,刀具刃口鈍化可有效延長(zhǎng)刀具壽命200%或更多,大大降低了刀具成本,給用戶帶來(lái)巨大的經(jīng)濟(jì)效益。
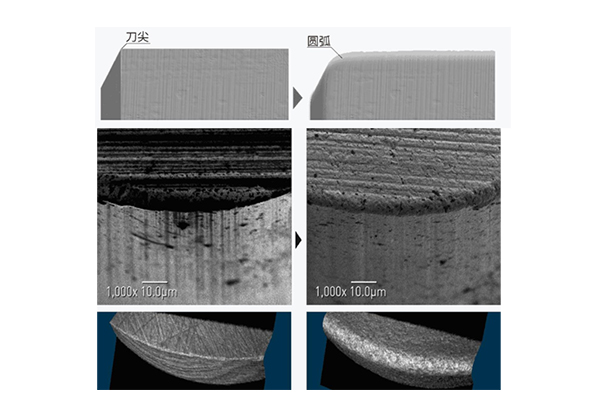
傳統(tǒng)鈍化工藝通常采用普通砂輪或金剛石砂輪刃磨刀片(具)刃口,刃磨后的刃口存在程度不同的微觀缺口,即微小崩刃與鋸口。前者可用肉眼和普通放大鏡觀察到,后者用100倍(帶0.010mm刻線)顯微鏡能夠觀察到其微觀缺口一般在0.01mm~0.05mm,嚴(yán)重者高達(dá)0.1mm以上。在切削過(guò)程中刀具刃口微觀缺口極易擴(kuò)展,加快了刀具磨損和損壞。
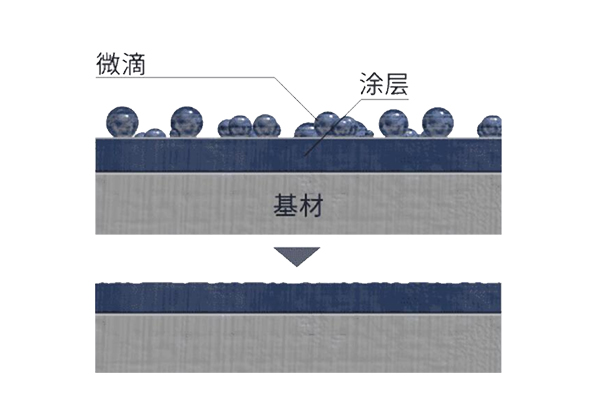
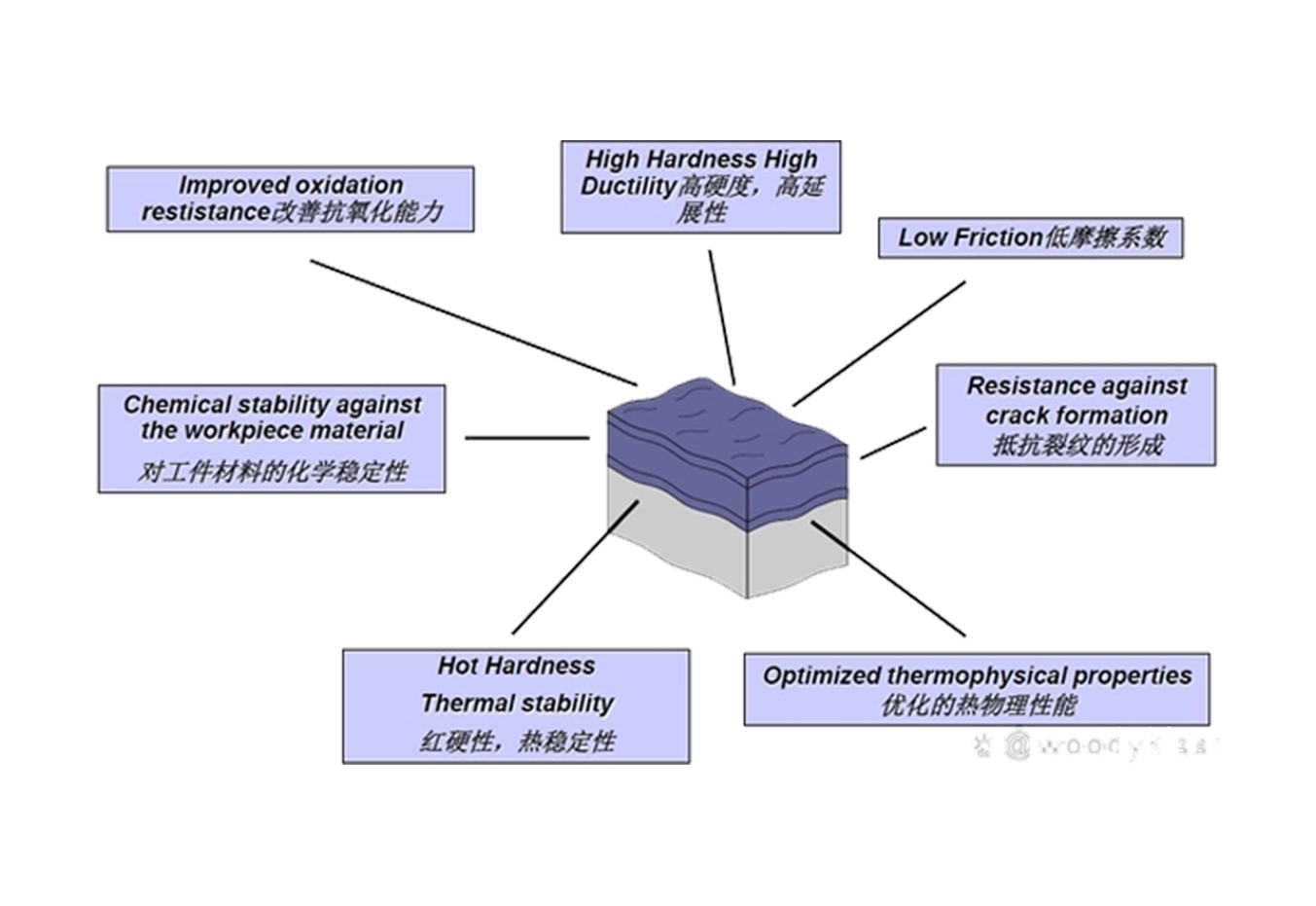
濕式噴砂鈍化清理通常采用較細(xì)白剛玉清理,目前已測(cè)試成功并已投入使用。濕式噴砂鈍化目的是解決刃磨后刀具刃口微觀缺口的缺陷,使其鋒值減少或消除,有效提高刃口強(qiáng)度、提高刀具壽命和切削過(guò)程的穩(wěn)定性。經(jīng)鈍化后的刀片(具)可改善涂層的質(zhì)量、降低刃口鋒值、提高涂層的牢固性和使用壽命。影響刀具切削性能和刀具壽命的有很多因素,除了刀具材料、刀具幾何參數(shù)、刀具結(jié)構(gòu)、切削用量?jī)?yōu)化等。